Although Japan is not the home of the car industry, Toyota (Japan) has become the dominant car company in the world. This makes one want to decipher why the company is so successful. When the world gradually understood the philosophies of the production model, it was discovered and transformed into the knowledge of the Japanese people: Lean Manufacturing.

Lean manufacturing is the engineering-based production strategy of the Toyota production system
Based on the philosophy of eliminating what is not profitable for the business, Lean Manufacturing (LM) aims to create products that meet customer needs with the highest quality but the lowest cost and time. At the same time, LM always focuses on continuous improvement – also known as “Kaizen”. This keeps businesses motivated to find the optimal way to work, thereby reducing costs and improving performance.
LM comes from “Insight” of customers, so the benefits to customers are not small. LM improves customer service, giving customers exactly what they need in a timely manner. Reducing unnecessary costs is also helping customers save money.
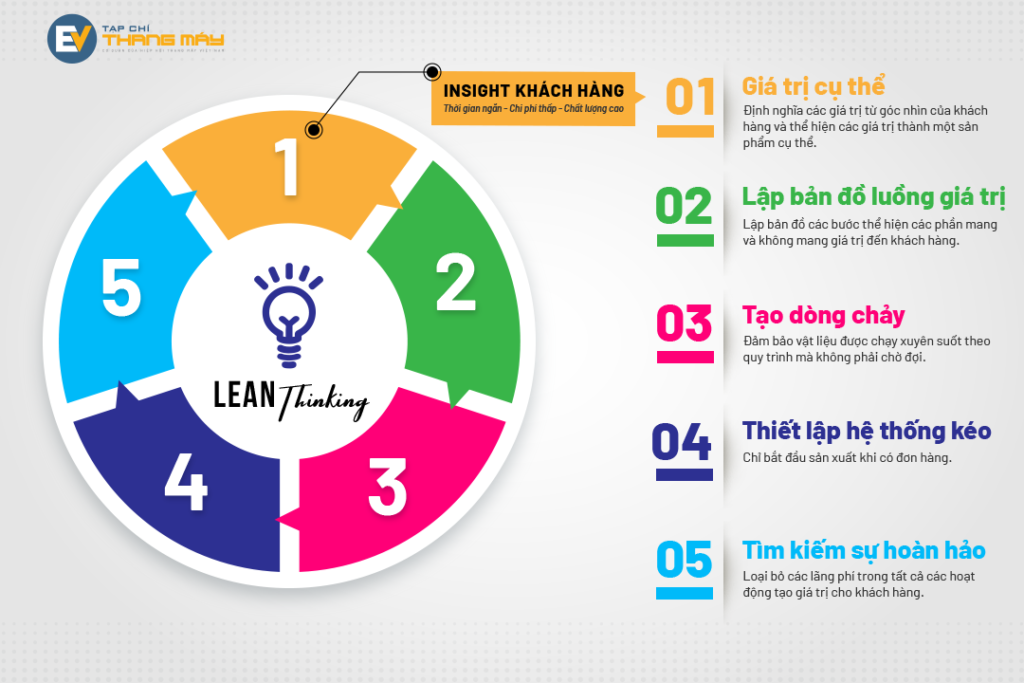
LM also comes from the benefit of customers
Lean manufacturing application for the elevator industry
LM is applied to the elevator industry through a method called Value Stream Map (VSM). This method helps us to identify activities that add/don’t add value to the product. The next step is to eliminate non-value-added activities.
With the VSM method, we get an overview of the information flow. Once wasteful activities have been identified, lean manufacturing is then determined to eliminate these redundant activities.
Take a look at the current state diagram of the elevator installation process shown below: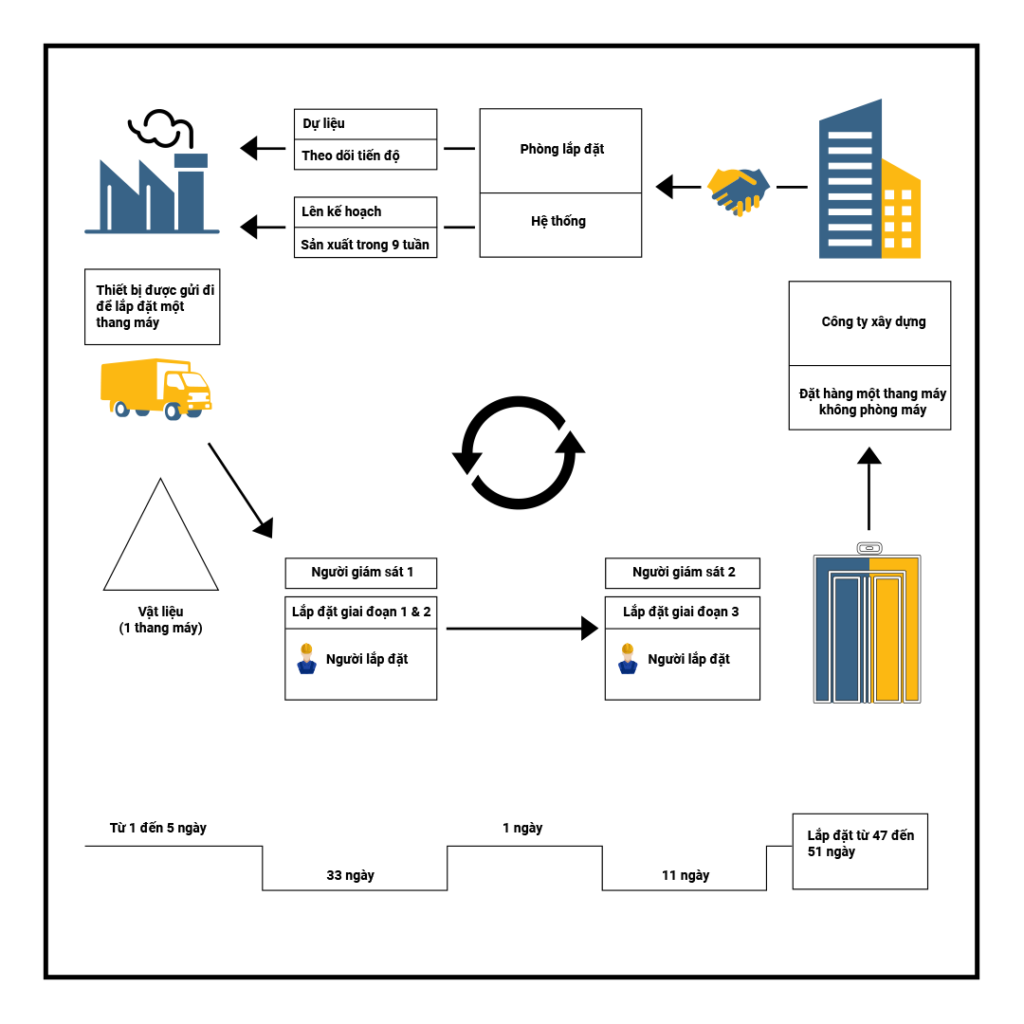
The VSM method is applied to compare the assembly and installation processes performed by companies under the conventional process and the new process. For the usual corporate process, we use the current state map. The future state map then shows suggestions for improvement.
The top of the map shows the previous stages of the installation: the elevator is ordered, the production time is planned, and the equipment is shipped to the site. The central part of the map represents the components and material transportation to the installation site, the elevator installation process, the stages of assembly, installation and delivery of the finished product to the owner. The bottom of the map shows the waiting time for the material to be delivered to the installation site, the assembly and installation time, and the total time to install the elevator.
If applying VSM, the following points can be improved: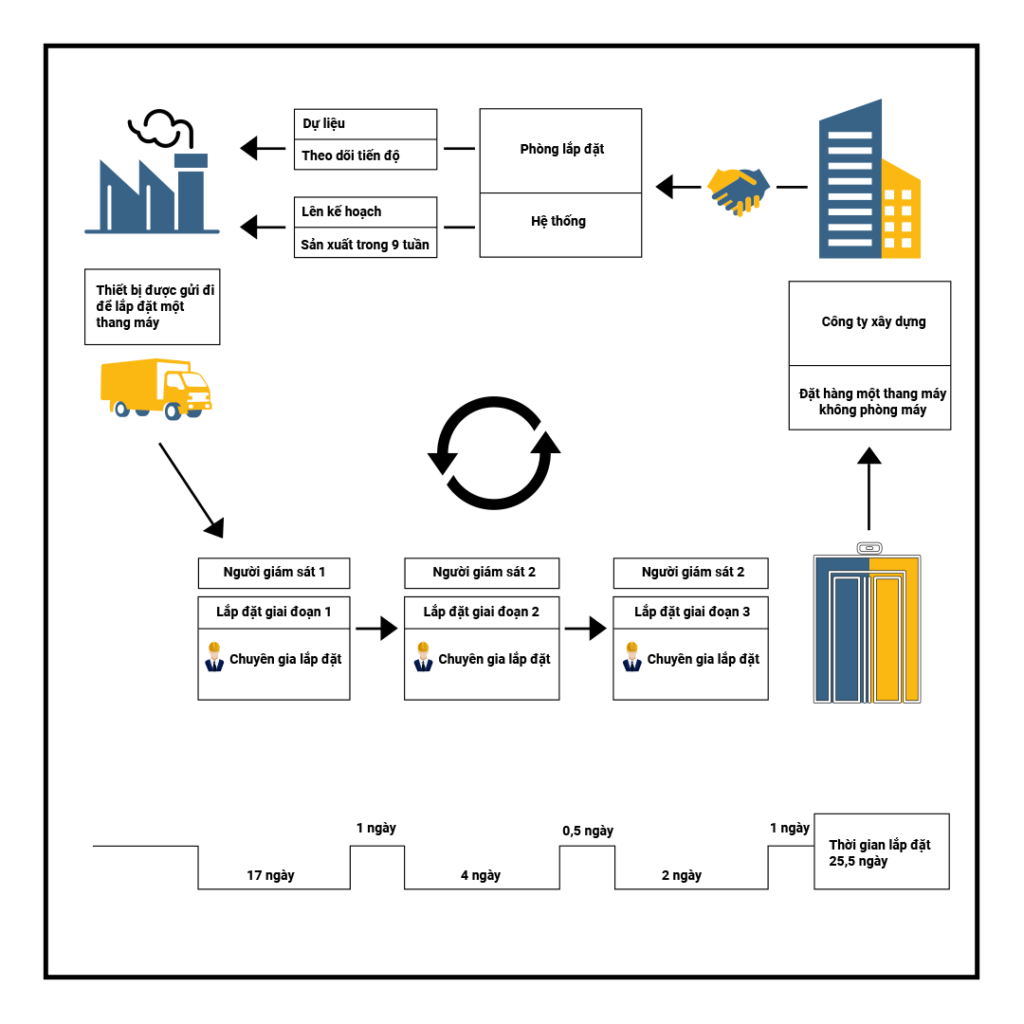
A future state map for the process used to plan pilot installations. The main improvements that can be seen, are:
As a result of the improvement review, phase I was reduced from 21 days to 17 days. Phase II had its duration reduced from 7 to 6 days.
Notable is the improvement in installation time following changes in the assembly and installation process. As can be seen in Figure 2, there has been a reduction from 5 days to 0 days for component assembly (elevator parts and components). Waiting time for materials is eliminated thanks to the continuous flow of materials from the company to the construction site. Phase I of the project was also reduced to 4 days.
The only phase that took longer in the test installation was filling out the test and revision forms I and II (IRF I and II). In the final comparison between the two installations, the test installation was finished 9.5 days earlier than the normal installation.
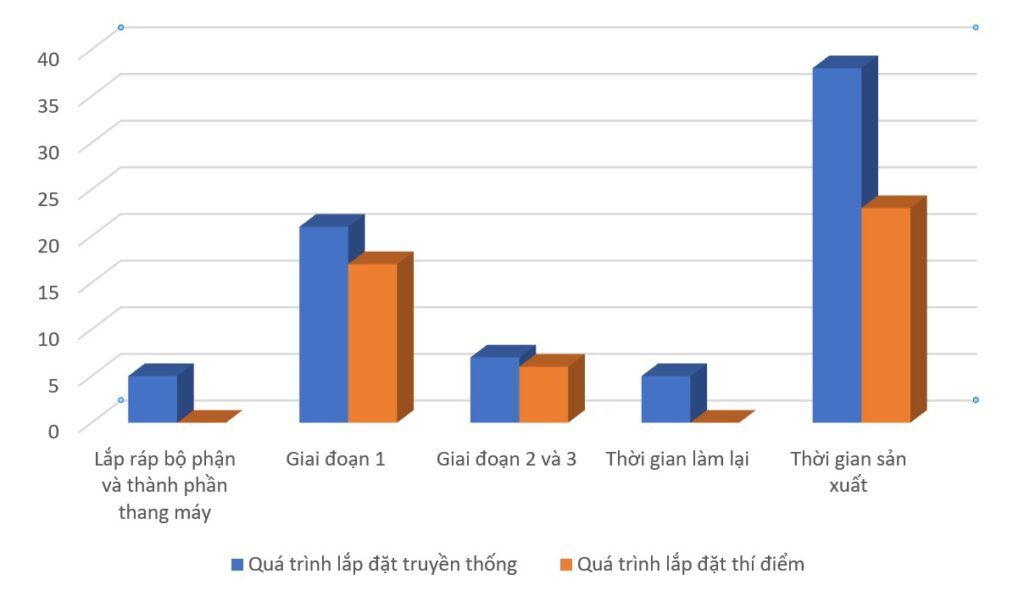
Chart 2. Comparison between normal installation time and pilot installation
In the installation phase II and III, the pilot time was reduced by 1 day of installation. The interval for the final quality assessment of the installation, by IRF III, is the same. Problems discovered in the installation normally require an additional 5 days of rework, for repair. Comparing the pilot installation with the conventional installation, a total reduction of 14.5 days was observed in the installation time.
Observing the installation of lift A (normal installation – blue graph in Graph 2) reveals a period of redoing work and an additional 5 days of problem resolution after the lift was installed. Meanwhile, in the installation of elevator B (pilot installation – red graph) there is no need to redo.
Figure 3 compares the cost of elevator installation, taking into account the costs involved. The reference values considered in the calculation are wages plus other group charges specified for each installation. For comparison purposes, the total cost of the pilot installation is considered to be 100%.
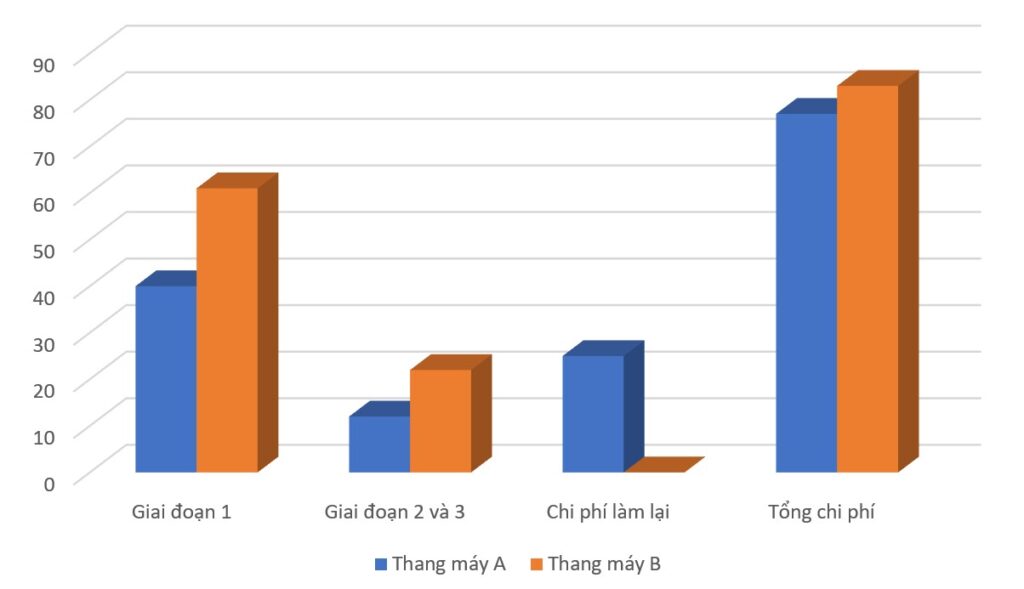
Figure 3. Comparison between conventional installation costs (A) and pilot installation (B).
The rework on the conventional installation, which took 5 working days by an experienced assembler and 2 working days for the supervisor, represented 29.8% of the elevator installation cost. The cost of installing lift B corresponds to a total of 25.5 working days for an experienced assembler plus 2.5 working days for a supervisor.
When compared to conventional installation costs, including repair work, Elevator B installation costs are 16% higher. Even so, the new installation process has resulted in significantly reduced installation time and increased quality.
Successful elevator installation depends on on-time delivery, adherence to budget, high quality standards and customer satisfaction with the installed product.
Overall, the new process provided a solution to the company’s repeated problems of delays and lack of quality in installations. These problems can lead to some intangible costs to mobilize human resources to handle. Furthermore, the new process also significantly reduces customer complaints and contract penalties due to delayed deliveries.
On a broader scale, LM can be applied to many industries and fields. After all, the goal is to always practice “Kaizen” to find the best, from manufacturing to distributing products, providing services to customers. The satisfaction of the market is also the success of the business. Therefore, LM has gradually become the core principle, the “religion” that many industries of the world are following.
To strengthen the capacity of management personnel in the industry, the Vietnam Elevator Association (VNEA) is actively coordinating with domestic and foreign experts to develop training programs. In which, improving the lean production capacity of LM will also be one of the important modules.
All of this is to enhance the capacity of the elevator business community in particular and the elevator industry in general to create breakthroughs and build a sustainable development roadmap./.










